In the ever-expanding polyurea coatings market, the margin of error is superlatively narrower than for conventional coatings. And while opportunities abound for contractors to jump on the polyurea bandwagon successfully, the growing variety of applications and the superior properties of sprayed polyurea need particular attention given to the dispensing machinery involved.
The following explanation can quickly help any applicator understand the polyurea application process, the interplay between the various pieces of equipment, and the important design considerations of the pump, hoses, and spray gun. This experience can help open the door to a whole new market for coatings businesses that wish to advance their business.

The Newest Frontier in Coatings
Polyurea has become profoundly utilized for various applications previously dominated by epoxy, acrylic, and polyurethane. Specifically, the aliphatic polyurea compounds frequently find themselves as the coating of choice due to their superior mechanical properties.
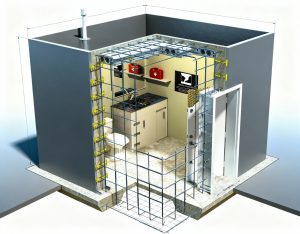
Capable of smoothly adhering to substrates like cement, brick, and fiberglass, polyureas are now used for scores of building applications such as encapsulating asbestos ceilings or coating floors. Unlike polyurethanes, polyureas cure under high moisture and humidity conditions, as long as the correct surface preparation is undertaken.
Within the manufacturing and process industries, polyureas are now used in everything from the lining of storage tanks to covering shop floors and plant walls. Polyureas vastly outperform paint, which often cannot hold up to rigorous cleaning procedures practiced in pharmaceutical and food processing plants, for example. The remarkably fast reaction time (3 to 7 seconds) of polyurea systems appeals to facility management as it permits quick installation with only minimal disruption to process operations.
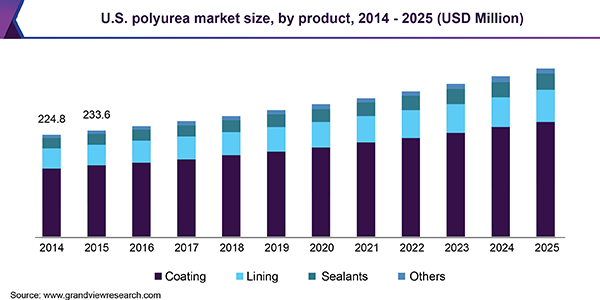
These performance benefits explain, in part, why the booming demand for polyurea systems should continue well into the future.
A Little Background Knowledge Goes a Long Way
Polyurea systems are formed from the combination of two components: isocyanate and an amine resin. These components’ union forms an extremely flexible urea linkage, unlike the crystalline nature of polyurethane systems. The initial formulations were introduced in 1986 when somebody told Primeaux, then a chemist with Texaco Chemical Co./Huntsman Chemical, that polyureas couldn’t be sprayed. The system worked the first time because the equipment delivered both the A and B components in a predictable, consistent manner.
The first commercial sprayed-polyurea coating was delivered for a roofing system in 1989, and the history of coatings systems has been forever changed. But the polyureas provide optimum performance only when mixed correctly, and according to Primeaux, choosing the right equipment to handle this task is critical.
The Challenge of Getting the Right Mix
No chemical catalyst is required, but special plural equipment is required due to the extremely fast reactivity and cure. High pressure is necessary to force the components to mix. High temperatures are also needed to lower the viscosity to enhance the mix and atomization. Heating occurs at the pump and the hoses, while the actual mixing takes place inside the components meet at high velocity. This mechanical mixing is critical to uniform concentration (hence, better adherence. The importance of obtaining equipment specifically designed to spray polyureas cannot be over-stressed.
The quality and the tolerances in the manufacturing of the spraying equipment make a huge impact on your product’s output. Good equipment costs more, but this is not the place to skimp when you want to spray polyurea. The key to processing is within the proportioning pump and the spray gun. This is the life support system for proper installation and application.
It All Begins at the Pump
When spraying with polyureas, special consideration starts with the selection of a high-output pump. Increased pressure delivers more kinetic energy to the mixing zone. Pumps can be either pneumatic or hydraulically operated. Both types still require an air compressor because the air drives the drum pumps that deliver the material. The choice in pumps is then divided into either a vertical or horizontal layout.
The vertical pump has been the traditional choice of paint contractors. However, with high-solids coating systems like polyureas, verticals will not fill components of different viscosity at the same time and rate of speed. An imbalance of pressure will always be noted between the up and downstroke. This often results in a pulsating flow of material to the spray gun and affects the spray pattern and the coating consistency.
Polyureas must be mixed with an even and strong head of pressure. If the pressure varies on one side or the other, the quality of the mixed material and the spray pattern’s consistency at the gun can be adversely affected. And without sufficient volume, poor mix, atomization, and application result.
Hoses
The hoses that carry the gun components must also be heated; otherwise, all the gains in breaking down the pump’s viscosity would be lost. Regular hoses, designed for polyurethanes, cannot handle the higher temperatures and pressures required for spraying polyureas. While the initial healing takes place within the pump, the hoses must maintain that temperature throughout their entire length — even as long as a football field. Such demands require specially designed hoses.
The Spray Gun
Guns are divided into the categories mechanical and air, depending on how the material is purged out of the chamber when detriggering occurs. Solvent purge guns are also occasionally utilized for hard-to-mix or off-ratio spray applications.
Representing the most applicable spray gun for the application of polyurea technology is the mechanical purge spray gun. With a machine gun, the valving rod’s return at detriggering seals off and completely flushes out the mixing chamber area. The tight fit of the valving rod, along with the high-pressure kinetic force of its movement, cleans all unwanted material out.
The mechanical purge gun gives the best mix and properties, partly because of the mixing chamber dynamics. You also get a complete purge out of the mixing chamber, eliminating the possibility of the hold-up of product inside that chamber. The problem with hold-up is that it affects the incoming material and the subsequent mix.
With air purge guns, a blast of air blows the material out upon detriggering between sprays. Here, the valving rod moves back and forth to allow air to enter the mixing chamber instead of just material.
The shortcoming of air purge guns is that since air is used to purge, the pressure must be consistently high to flush the chamber completely. If not, the tip will become plugged. An additional problem occurs whenever air enters the mixing chamber. Contaminants such as oil and water could be introduced from the air compressor onto the substrate. This can cause blistering and delamination of the polyurea coating.
Additional Gun Considerations
Other considerations when choosing a gun are gun geometry and construction. Maintenance and speed of operation also rank as important factors when selecting polyurea spray systems. Operator ergonomics should be taken into account as well. Finally, contractors new to the polyurea spraying industry should also seek an equipment manufacturer that provides good support and a commitment to maintaining a ready spare parts inventory.
Do the Job Right the First Time
Ultimately, contractors reap the benefits of knowing which equipment to use for entering the field of sprayed polyureas. On the other hand, the consequences of ignorance can put a contractor out of business.
When you’re working in the trenches with these applicators, you can see the results of using poor equipment right upfront. I know of one case where a guy did a job for a customer, but two things went wrong. The contractor didn’t do the right surface prep, and the equipment was not suitable for the field application of polyurea. When the coating failed, the customer sued the contractor several times for what the job was worth because of lost revenue.